Kio estas la gazetara bremso?
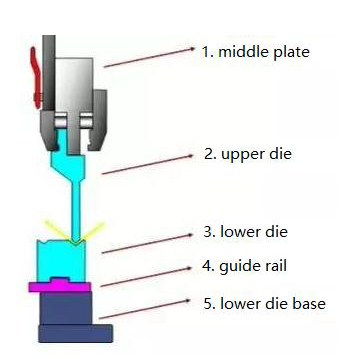
Pressbremsaj ĵetkuboj estas ilo uzata de la gazetara bremso por formi ladon. Ĉi tiu ilaro konsistas el diversaj partoj, kaj la malsama ilaro konsistas el malsamaj partoj.
Ĝi ĉefe realigas la prilaboradon de la formo de la partoj ŝanĝante la fizikan staton de la formita materialo. ĝi estas ilo por fari malplenaĵon en parton de aparta formo kaj grandeco sub la premado de la prembremsomaŝino.
Ofte Uzataj Press Bremsoj
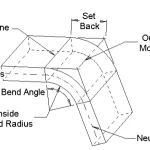
Ĝenerale, la alteco de flangia rando L≥3t (t=plata dikeco). Se la alteco de la flanĝa rando estas tro malgranda, eĉ uzi flekseblan ĵetkubon ne favoras al formado.
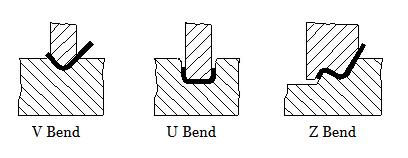
La Klasifiko de Press Bremso Dies
| Punĉo tipo | Ĉefa aplikaĵo |
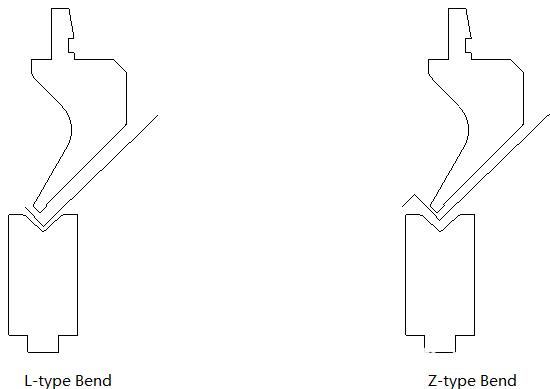
| Rekta pugnobato | Fabrikitaj anguloj ≥90° |
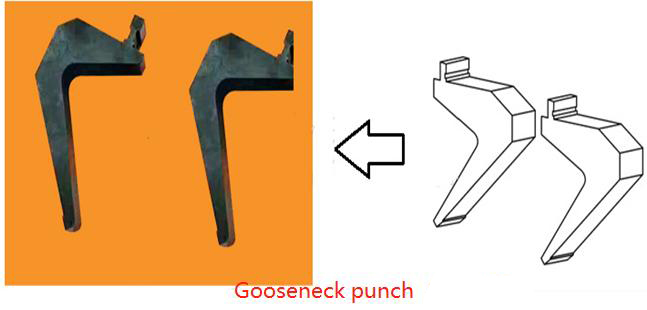
| Ansera kolo pugno | Fabrikitaj anguloj ≥90° |
| Akuta pugnobato | Fabrikitaj anguloj≥30° |
Morti
| Punĉo tipo | Ĉefa Apliko |
| Kantu V die | 1.Dum v angulo = 88(ref), kapabla fleksi angulojn ≥ 90° |
| Duobla V-ĵetkubo | 2. Dum V-angulo = 30°(ref), kapabla fleksi angulojn ≥ 30° |
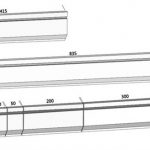
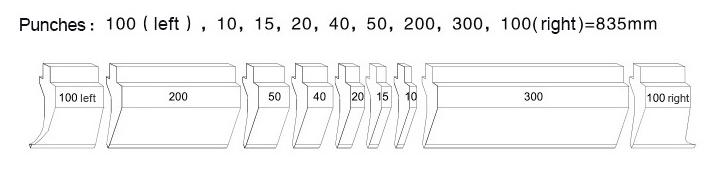
Prema bremsa segmento ĵetkubo
Ĝenerale, la norma longo de la gazeta bremso-stampilo kaj ĵetkubo estas 835mm. Por fleksi laborpecon en malsama longo, la stampilo kaj ĵetkubo estas apartigitaj en sub grandeco:
10+15+20+40+50+100+100+200+300=835

Press Bremso Dies Materialoj
Ĝenerale, la materialoj de gazeta bremso mortas inkluzive de T8-ŝtalo, T10-ŝtalo, 42CrMo kaj Cr12MoV.Cr12MoV ankaŭ estas bona materialo. La uzanta agado povas esti kontentigita, la procezo
rendimento ankaŭ estas bona, sed la prezo estos alta.
42CrMo estas alta fortika alojo estingita kaj hardita ŝtalo kun alta forto kaj forta fortikeco. Ĝi povas funkcii sub la temperaturo de -500 ° ℃.
Kiel elekti parametrojn de gazetara bremso Premu bremsan die altecan formulon
- Bato (mm)=taglumo - mezplata alteco - supra ĵetkulo-alto - malsupra ĵetkulo alto (malsupra ĵetkulo alto - 0.5V+t)
t = platdikeco (mm)
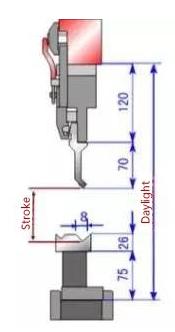
Donita: taglumo 370mm, maksimuma streko 100mm
Atingo: streko = 370-120-70-75-(26-0.5*8+t)= (83-t)mm
Notu: 0.5V < maksimuma bato
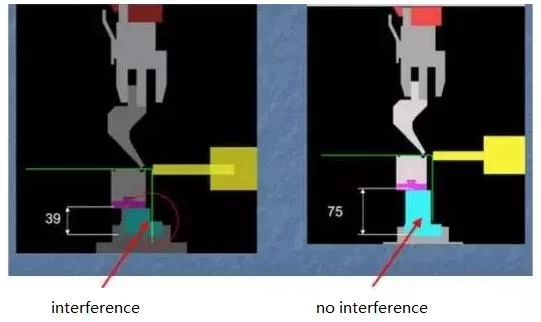
Bonvolu noti, ke la malsupra ĵetkuba bazo ankaŭ havas multajn malsamajn altecojn, kiuj estas uzataj por malsama fabrikado. Do ne forgesu ĉi tion kiam vi elektas pli malaltan ĵetan bazon.
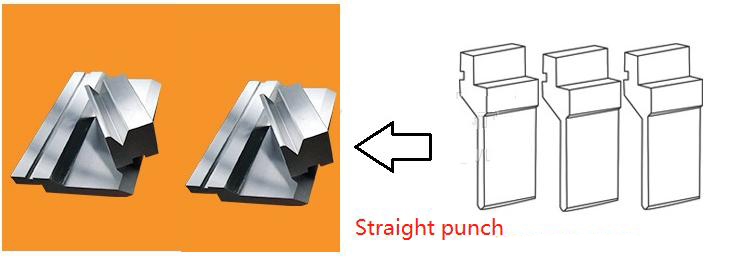
Malsupra ĵetkubrilo
Ĝenerale, la pli malalta ĵetkubo havas ununuran V-specon kaj duoblan V-specon, inter kiuj ĝi estas apartigita en la apartigitan ĵetkubon kaj plenlongan ĵetkubon. La malsama ĵetkubo estas aplikita al malsama fabrikanta celo
Tamen, la unu-V-ĵetkubo havas multe pli larĝan aplikon ol duobla-V-ĵetkubo, dum la separata ĵetkubo estas pli vaste uzita ol plenlonga ĵetkubo.
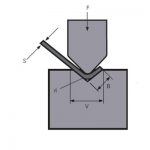
Malsupra ĵetkubo v larĝo, V kanelo angulo
Elekto de V-kanelo kaj dikeco de plato (T):
| T | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| V | 6×T | 8×T | 10×T | 12×T |
La V-angulo de la malsupra ĵetkubo estas la sama kiel la angulo de supra ĵetkubo.
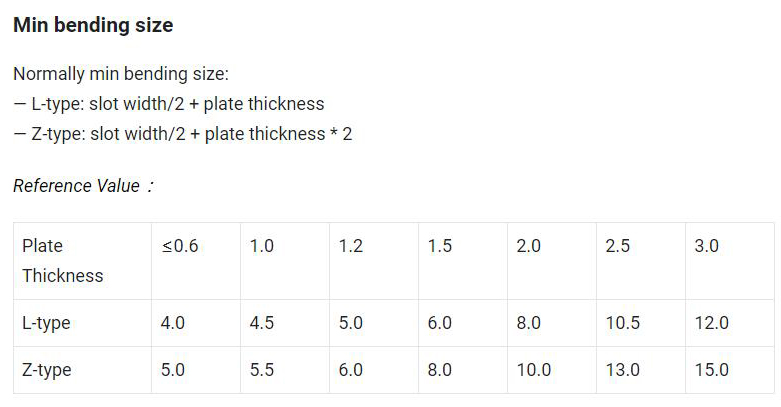
| Dikeco de plato | ≤0,6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Die larĝa | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
Por elekti malgrandan v-ĵetkulon por fleksado en iu speciala kazo, la disvastiĝo de ĉiu stampilo devus pliiĝi 0.2mm.
Por pliaj detaloj bonvolu kontakti nin, ni provizos al vi plenan solvon.
Rilataj Produktoj
 Kiel Kalkuli Kurbpermeson Por Via Gazetara Bremso
Kiel Kalkuli Kurbpermeson Por Via Gazetara Bremso- Kial Aldoni Kompensan Sistemon al Gazetara Bremso-Klibmaŝino
- WILA Efika Solvo de Kurbiĝantaj Mezaj kaj Dikaj Teleroj
- Kiel Elekti la Taŭgan Die de Gazetara Bremso-Klibmaŝino
- Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino
- Kio Estas Prembremso-Kronado
- Oftaj Mekanikaj Fiaskoj kaj Prizorgado de Press Bremsaj Bending Machines
- Kiom Da Tipoj De Hidraŭlika Press Bremso
- Ĉinio 40 Ton Pressbremso
- Ĉinio Press Bremso Bending Machine Mold