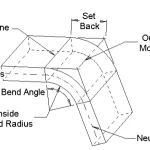
Vi havas vian Prembremson, aranĝitan por fleksi vian materialon ĝuste kie vi volas ĝin, laŭ la ĝusta angulo, kiun la laboro postulas. Via formado estas enforma, viaj numeroj estas krakitaj kaj via fidinda Press Bremso nur atendas fari sian aferon.

Sed estas unu esenca afero, kiu estas facile preteratentita kaj kompreni kiel ĝi funkcias kaj pli grave kiel agordi ĝin estas esenca. Ni kompreneble parolas pri la procezo de kronado.
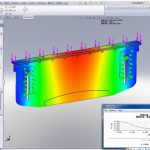
Kronado ludas kiam ajn longaj aŭ grandaj partoj estas fleksitaj, ĝi ankaŭ povas esti utila ĉe pli longaj, pli pezaj Prembremsoj kaj tiuj ĉe la supra fino de la potenca skalo. Kiam ŝarĝo estas aplikata por formi kurbiĝon, okazas grado da deklino. Ĉi tio kaŭzas deformadon kaj tio signifas, ke se via kurbo estas precize preciza ĉe la finoj, danke al la servo-hidraŭlika sistemo kaj piŝtoj ĉe la finoj de la trabo, eble ne ĉiam estas la kazo pli proksime al la centro de via laborpeco.
Tio ne estas kazo de operacianta eraro aŭ problemo kun via Press Bremso; ĝi estas pli simpla fakto de materiala scienco kaj fiziko. La procezo de kompenso por tiu fenomeno estas, resume kronado.
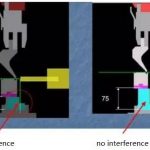
Por certigi konsekvencan kurbiĝon laŭ la tuta longo de laborpeco kronsistemo estas decida, ĝi povas aŭ esti en la trabo de la Press Bremso, en la tablo mem aŭ eĉ ambaŭ. Ĝi certigas, ke la anguloj en la centro de via trabo kongruas kun tiuj ĉe la finoj, kompensante kontraŭ tiu deflankiĝo ĝuste kie kompenso estas necesa. Hidraŭlika kronado tendencas esti enkonstruita al la hodiaŭaj Pressbremsoj; ekzistas ankaŭ CNC-kojnostilaj sistemoj kiuj povus esti ofertitaj kiel aldonaĵo fare de la iloprovizanto aŭ Press Brake-fabrikisto.
1. Hidraŭlika kriado
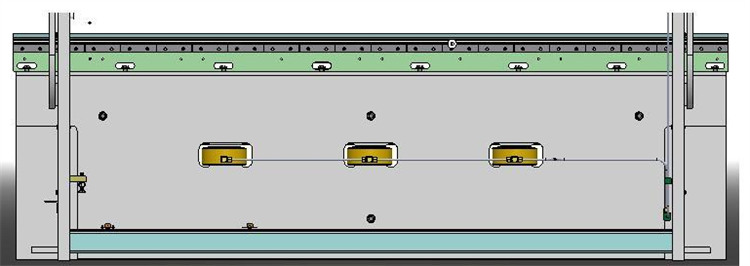
Sur la prembremskadro, krom instali du hidraŭlikajn cilindrojn ĉe du flankoj, instalu alian du-helpan hidraŭlikan cilindron en la mezo de la maŝino. Kiam streko malsupren, la helpcilindro arkivis kun likva oleo kaj iras malsupren. Dum fleksa procezo, hidraŭlika oleo enirejo en la helpan cilindron, tiel ke la glitilo generi malsupren deklino por kompenso.
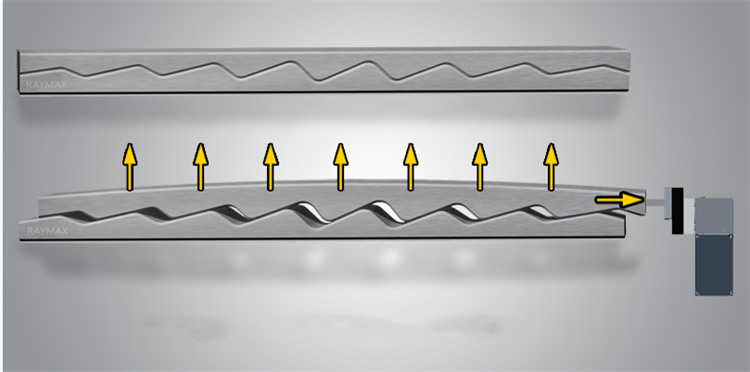
Instalu la helpan hidraŭlikan cilindron en la malsupra parto de la labortablo. Dum fleksa procezo ĝi generas suprenan forton sur la labortablo, kiu formas la aŭtomatan kronsistemon.
La prema kompensa aparato konsistas el pluraj malgrandaj oleaj cilindroj. konsistanta el oleocilindro, baztabulo, helpplato kaj pingla ŝafto kaj kompensa cilindro estas metita sur la labortablo, kaj prema kompenssistemo estas formita kun proporcia savvalvo.
Kiam oni laboras. la helpplato subtenas la oleocilindron, la oleocilindro tenas supren la baztabulo supren. nur venkas la deformadon de la glitilo kaj la labortablo. La konveksa aparato estas kontrolita per nombra kontrolo-sistemo, tiel ke la antaŭŝarĝo povas esti determinita laŭ la dikeco de la plato, la malfermo de la ĵetkubo kaj la streĉa forto de la materialo dum fleksado de malsamaj foliaj materialoj.
La avantaĝo de hidraŭlika kronado estas, ke ĝi povas realigi la deklinan kompenson por kontinua varia deformado kun granda kompensa fleksebleco, sed estas iuj malavantaĝoj de kompleksa strukturo kaj relative alta kosto.

2. Mekanika kronado
Mekanika kronado estas speco de nova deklina kompensa metodo, kiu estas ĝenerale uzata triangula oblikva kojnostrukturo.
La principo estas, ke la du-triangula kojnobloko kun anguloj, la supra kojno moviĝanta i fiksita je x-direkto.povas movi nur en y-direkto. Kiam la kojno movas la distancon laŭ la x-direkto, la supra kojno movas supren la h-distancon sub la malsupra kojnoforto. kiu estas la principo de la mekanika kronado.
Koncerne ekzistantan mekanikan kompensan strukturon. du plifortaj platoj estas metitaj en plena longo sur la labortablo, la supraj kaj malsupraj platoj estas konektitaj tra la disko-risorto kaj bots. La supraj kaj malsupraj platoj konsistas el kelkaj oblikvaj kojnoj kun malsamaj deklivoj, tra la motora veturado por igi ilin relative moviĝantaj, formante kaj ideala kurbo por aro de konveksa pozicio.

Rilataj Produktoj
 Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino
Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino- Kiel Kalkuli Kurbpermeson Por Via Gazetara Bremso
- Kial Aldoni Kompensan Sistemon al Gazetara Bremso-Klibmaŝino
- Kantona Foiro
- Ĉinio 40 Ton Pressbremso
- Sekura Operacia Reguloj de Hidraŭlika Potenca Gazetara Maŝino
- Supraj 10 Ĉinaj Potencaj Gazetaraj Fabrikistoj
- El kio Fariĝas Press Bremsaj Dietoj? Kio Estas Pressbremso-ilado?
- Kiel Elekti la Taŭgan Die de Gazetara Bremso-Klibmaŝino
- Konvencia Bending Sequence kaj Ĉiutaga Uzo Specifo de Bending Machine Mold