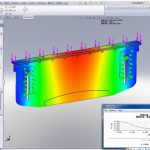
Pro la peza ŝarĝo, la neadekvata lubrikado de la movaj partoj, kaj la komplika labormedio de la gazetara bremsa fleksebla maŝino, estas tre facile kaŭzi la movajn partojn eluziĝi aŭ streĉi. Ĉi tiu artikolo analizos la oftajn mekanikajn misfunkciadojn kaj prizorgadon de hidraŭlikaj gazetaj fleksmaŝinoj:
Kulpo 1. Longa paŭzotempo por glitila rapida ŝanĝopunkto
1-1. La supra kavaĵo de la cilindro suĉas aeron, kaj la premo amasiĝas dum longa tempo (la mem-primanta dukto likas).
1-2. La flukvanto de la pleniga valvo aŭ mem-primanta dukto estas malgranda, aŭ la glita rapido estas tro rapida, kaŭzante pinglosuĉon.
1-3. La pleniga valvo ne estas tute fermita, kaj la premo en la supra kavo malrapidiĝas.
1-4. Post kiam la malrapida valvo estas energiigita, fermu la plenigan valvon kaj la supra kavo ne povas suĉi oleon.
1-5. La malĝusta pozicio de la proporcia valvo kondukas al malsamaj malfermoj kaj ekster sinkronigado.
1-6. Malpliigu la rapidan malsupren-rapidon por vidi ĉu la testo ĉesas.
1-7. La grandeco de la rapida malsuprenpremo efikas sur la fermo de la pleniga valvo, kaj la rapida malsuprenpremo estas forigita.
1-8. Alĝustigu la premajn parametrojn en la prokrasta stadio antaŭ ol la laboro antaŭeniras.
1-9. La malseketiga truo de la pleniga valva kontrollinio estas tro malgranda, formante preman diferencon.
1-10. CNC-sistemaj parametroj (malfruo antaŭ malrapidiĝo).
1-11. CNC-sistemaj parametroj (la gajnoparametro malpliiĝas je pli malrapida rapideco).
1-12. Kontrolu ĉu la oleonivelo de la benzinujo estas tro malalta, la pleniga haveno ne estas inundita, kaj la supra kavaĵo de la cilindro estas plenigita per likvaĵo dum rapida plusendado, kaŭzante nesufiĉan plenigon. Pro la supraj kialoj, aldonu oleon el la tanko al pli ol 5 mm super la pleniga haveno, por ke la pleniga truo estu tute inundita.
1-13. Kontrolu ĉu la pleniga valvo estas plene malfermita. Se ĝi estas pro oleo poluado, la valva kerno de la pleniga valvo ne estas fleksebla kaj blokita, kaŭzante nesufiĉan plenigon. Necesas purigi la plenigan valvon kaj reinstali ĝin por fleksebla la bobeno.
1-14. Kontrolu ĉu la rapida antaŭen rapido estas tro rapida, kaŭzante nesufiĉan plenigon. Pro ĉi-supraj kialoj, la rapida antaŭen rapido povas esti reduktita modifante la sistemajn parametrojn.

Kulpo 2. Kiam la glitilo funkcias, la malsuprena direkto ne estas vertikala kaj nenormala bruo.
Ĉi tiu speco de fiasko estas pro longa tempo de uzo de la gvidrelo, nenormala lubrikado de la gvidrelo kaj pliigita malplenigo pro eluziĝo. Necesas kontroli la eluziĝon de la gvidrela prema plato kaj reĝustigi ĝin por plenumi la postulatan liberecon. Determini ĉu anstataŭigi la gvidrelon premantan platon laŭ la grado de eluziĝo. Se la streĉiĝo estas severa, ĝi devas esti anstataŭigita.
2.1. La originala prema plato estas gluita per plasto. Atentu la malmolecon de la algluita plasto kaj la algluita surfaco de la gvidrelo. Post skrapado, certigu, ke la glua surfaco estas super 85% kaj malfermu zigzagan lubrikan oleon.
2.2. Ene de la origina premada plato estas metala ŝtopilo. Por elekti stanan bronzan platon aŭ duktiblan feron, la kunliga surfaco estas prilaborita per muelilo, la kunliga riglilo estas pli malalta ol la liga surfaco, kaj la zigzaga lubrika oleo-kanelo estas malfermita.
Kulpo 3. La grandeco de la malantaŭa mezurilo estas malkonsekvenca ĉe ambaŭ finoj
La eraro ĉe ambaŭ finoj estas malgranda, ene de 2 mm. Kontrolu por konfirmi, ke la mekanika dissenda strukturo X1/X2 ne havas difektojn. La eraro povas esti forigita ĝustigante la fingron. Se ne estas faŭlto en la mekanika transdona strukturo (kiel lagroj, pilkaj ŝraŭboj, liniaj reloj, transmisiaj radoj, transmisiaj zonoj ktp.), forigu la kulpon. Reĝustigu al la toleremo de paraleleco kaj reinstalu la sinkronan transmisiilon.
Kulpo 4. Neniu movo de la malantaŭa ilara ŝafto ĉe ambaŭ finoj
La kialo de la fiasko de la postŝpura ŝaftotranssendo povas esti ke la dissendŝafto estas apartigita de la tempzona rado, la ŝlosildrinkejo, aŭ la tempigzono deglitas for. La ŝtopilo-ŝafto-ŝoforo kaj servomotoro estas misa, kaj la supra komputila kontrolsistemo estas misa. Tiaj misfunkciadoj devas kontroli kaj konfirmi la kaŭzon de la fiasko, ripari aŭ anstataŭigi la malsukcesajn komponantojn kaj forigi la fiaskon.

Kulpo 5. Troa bruo de la oleopumpilo (tro rapida hejtado), damaĝo de la oleopumpilo
5-1. La oleopumpilo suĉa linio likas aŭ la oleotanko likva nivelo estas tro malalta, kaŭzante la oleopumpilo malpleniĝi.
5-2. La oleotemperaturo estas tro malalta kaj la oleoviskozeco estas tro alta, rezultigante altan olean absorban reziston.
5-3. La oleofiltrilo de suĉa haveno estas ŝtopita kaj la oleo estas malpura.
5-4. La pumpilo estas difektita (vundita kiam la pumpilo estas instalita) per iu frapo.
5-5. Kunligaj instalaj problemoj, kiel troa aksa streĉado, la motora ŝafto kaj la oleopumpila ŝafto ne estas samcentraj.
5-6. Post kiam la pumpilo estas instalita, ĝi inversiĝas dum longa tempo aŭ ne benzinumas dum la testa maŝino.
5-7. La elirejo altprema oleofiltrilo estas blokita aŭ la flukvanto ne estas laŭ la normo.
5-8. La oleopumpilo suĉas (estas oleo, sed estas aero ĉe la oleopumpila suĉa haveno).
5-9. Se ĝi estas plonĝpumpilo, la alteco de la oleo-revena havenlinio povas esti agordita tro malalta.
5-10. Se ĝi estas oleopumpilo HOEBIGER, ĝi povas esti malŝveligita.
5-11. La oleotemperaturo estas tro alta, igante la viskozecon malpliiĝi (en 60 °C).
5-12. Hidraŭlika oleo enhavas akvon, kiu povas kaŭzi blokadon kaj damaĝon al la altprema filtrila elemento.

Kulpo 6. Ne malrapidigas la movadon de la glitilo
6-1. Ĉu la elektromagneta proporcia direkta valvo havas elektran signalon aŭ ĉu la bobeno havas ajnan agon aŭ estas blokita.
6-2. La sistemo ne povas konstrui premon.
6-3. La pleniga valvo estas blokita, aŭ la pleniga valva sigelringo likas.
6-4. Ĉu la malrapida valvo havas elektran signalon aŭ estas blokita.
6-5. Malantaŭa premo estas tro alta aŭ malrapidiĝas la premo estas tro malalta.

Kulpo 7. Kiam la glitilo moviĝas malrapide, ĝi vibras, balanciĝas kaj bruas
7-1. La prema oleo eligita el la cilindro enhavas aervezikojn.
7-2. La frota forto de la glita relo estas tro granda, ĉu estas lubrika oleo.
7-3. La interspaco inter la taŭga surfaco de la gvidplato estas granda, aŭ la supro kaj malsupro estas malebenaj.
7-4. La nivelo de la rako kaj laborbenko ne estas konvene alĝustigita.
7-5. La ekvilibra valvo estas blokita.
7-6. Kontrolu ĉu la rapid-liberiga valvo estas energiigita kaj malfermita.
7-7. La parametro de nombra kontrola sistemo (gajno), aŭ la agordo de rapido de laboro estas tro granda.
7-8. La kontraŭprema valvo estas malfiksa kaj la rezisto ambaŭflanke estas malsama.
7-9. Ĉu la solenoida proporcia valvo estas partia kaj ĉu la neŭtrala poziciosignalo de la proporcia valvo estas ĝusta.
7-10. Ĉu la signalo de la proporcia servovalvo estas ĝenita, la inspekta metodo estas la sama kiel supre.
7-11. La piŝta bastono estas ŝlosita firme per la oleocilindro sigelilo, kaj la rezisto estas granda (ŝanĝu la PTFE malmola sigelringo testo).
7-12. La sfera lavilo sur la krada reganto ne estas instalita, la glita sidloko ne glate moviĝas, kaj estas problemo kun la krada reganto komunika linio.
7-13. La prema kurbo estas malĝusta, la premo ne sufiĉas dum laboro.
7-14. La prema sigela O-ringo de la pleniga valvo produktas malgrandan kvanton da elfluo.

Kulpo 8. Granda sinkroniga devio kiam malrapidiĝas
8-1. Sinkrona detekta sistemo fiasko (kradskalo).
8-2. Proporcia direkta valvo.
8-3. Elfluo de rapida malsupera valvo.
8-4. La granda breĉo en malantaŭa premo ambaŭflanke.
8-5. La oleotemperaturo estas tro malalta.
8-6. Oleoŝnuro en la supra kaj malsupra ĉambroj de la cilindro.
8-7. CNC-sistemaj parametroj.


Faŭlto 9. Eraro de fleksa angulo
9-1. Kontrolu ĉu la kompensa deklino de la kompensa cilindro estas granda kaj la nula pozicio ne povas esti tute restarigita.
9-2. Kontrolu ĉu la rapida krampo estas malfiksa.
9-3. Kontrolu ĉu ekzistas iu ŝanĝo en la malsupra morta punkto de ĉiu fleksado.
9-4. Kontrolu ĉu la arkoforma plato estas ĝuste instalita kaj ĉu la ŝraŭbtruo estas morta.
9-5. Ŝanĝoj en la folio mem (dikeco, materialo, streĉiĝo).
9-6. Ĉu la krada regulo estas malfiksa?
9-7. Nepreciza poziciiga precizeco: Ĉu la nula kompensa valoro de la proporcia valvo taŭgas? La poziciigado ne povas atingi la malsupran mortan centron, farante neeble reveni.

Kulpo 10. Elfluado de petrolo en hidraŭlikaj linioj aŭ tubo krevas
10-1. Kontrolu ĉu la instalaĵo de oleo-tubo plenumas la postulojn (plilongigita longo, tubo-diametro, murdikeco, ferulo, la nukso estas tro streĉa, tro malfiksa, fleksa radiuso ktp.).
10-2. Ĉu la tubo havas efikon aŭ vibradon.
10-3. Kontrolu ĉu la dukto malhelpas aŭ kolizias kun alia.
10-4. La dukto ne estas fiksita per pipaj krampoj.
Kulpo 11. Antaŭzorgoj dum instalado kaj prizorgado de hidraŭlika sistemo
11-1. La valvoj sigelitaj per farbo ne devas esti malmuntitaj per si mem, des malpli alĝustigitaj.
11-2. La valvo funkcias normale post purigado, ĝi devas esti anstataŭigita per nova oleo kaj purigi la oleon tuj.
11-3. La oleopumpilo ne devas esti submetita al iuj frapoj aŭ trafoj dum instalado, kaj la oleopumpilo devas esti replenigita antaŭ testado.
11-4. Instalinte ĉiun valvon, nur ĝia valva korpo povas esti transportita, kaj neniu solenoida valvo devas esti tuŝita.
Rilataj Produktoj
 Kial Aldoni Kompensan Sistemon al Gazetara Bremso-Klibmaŝino
Kial Aldoni Kompensan Sistemon al Gazetara Bremso-Klibmaŝino- Kiel Funkcii la Gilotina Tondan Maŝinon
- 6 Konsiloj pri Laser Antifrostilo
- Oftaj Faŭltoj kaj Problemo-Metodoj de 100t Kvar-kolumna Hidraŭlika Gazetaro
- Kiom Da Tipoj De Hidraŭlika Press Bremso
- La Labora Principo kaj Kunmetaĵo de CNC-Premsa Bremso-Klebla Maŝino
- Oftaj Faŭltoj kaj Troubleshooting Method por Kvar-kolumna Hidraŭlika Gazetaro
- Sekura Operacia Reguloj de Hidraŭlika Potenca Gazetara Maŝino
- Kiel Fari Deflankiĝon de Kompenso por CNC-Lada Bender
- El kio Fariĝas Press Bremsaj Dietoj? Kio Estas Pressbremso-ilado?