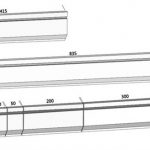
La CNC-fleksebla maŝino estas grava ekipaĵo en lada pretigo, kaj ĝia laborprecizeco rekte influas la flekseblan precizecon de la laborpeco. En la fleksa procezo de la laborpeco, la gazetara bremsomaŝino estas submetita al la plej granda forto ĉe ambaŭ finoj de la glitilo, kaj la reagforto dum la fleksado de la plato kaŭzas konkavan deformadon sur la malsupra surfaco de la glitilo. La deformado de la meza parto de la glitilo estas la plej granda, kaj la fina fleksa angulo de la laborpeco La grandeco varias tra la tuta longo.
Laborbenko-plena ŝarĝo-deformado


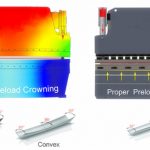
Por forigi la malfavorajn efikojn kaŭzitajn de la deformado de la glitilo, necesas kompensi la deforman deformadon de la glitilo. La kutimaj kompensaj metodoj inkluzivas hidraŭlikan kompenson kaj mekanikan kompenson, ambaŭ el kiuj la mezo de la labortablo produktas supren elastan deformadon por kompensi La deformado de la maŝinila glitado certigas la precizecon de la maŝina artiko-surfaco kaj plibonigas la precizecon de la laborpeco.


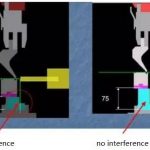
Muldila sekureca faktora analizo-diagramo

Du metodoj de kompenso
1. Hidraŭlika kompenso
La hidraŭlika aŭtomata deklina kompensa mekanismo de la laborbenko konsistas el grupo de oleaj cilindroj instalitaj en la malsupra laborbenko. La pozicio kaj grandeco de ĉiu kompenscilindro estas desegnitaj laŭ la deklina kompensa kurbo de la glitilo kaj la laborbenka finhava elementanalizo. La hidraŭlika kompenso estas la ŝvela kompenso de la neŭtrala versio, kiu realiĝas per la relativa movo inter la antaŭaj, mezaj kaj malantaŭaj tri vertikalaj platoj. La principo estas realigi la ŝvelaĵon per la elasta deformado de la ŝtala plato mem, do la kompensa kvanto povas esti ĝustigita ene de la elasta gamo de la labortablo.

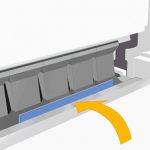
2. Mekanika kompenso
La mekanika kompenso konsistas el aro de elstarantaj oblikvaj kojnoj kun klinitaj surfacoj, kaj ĉiu elstaranta kojno estas desegnita laŭ la deklina kurbo de la glitilo kaj la labortablo bazita sur la finia elementa analizo. La nombra kontrolo-sistemo kalkulas la bezonatan kompensan kvanton laŭ la ŝarĝforto kiam la laborpeco estas fleksita (ĉi tiu forto kaŭzos la deflankiĝon kaj deformadon de la glitilo kaj la labortabla vertikala plato), kaj aŭtomate kontrolas la relativan movadon de la konveksaj kojnoj por efike. kompensi la deforman deformadon produktitan de la glita bloko kaj la vertikala plato de la labortablo povas akiri la idealan flekseblan laborpecon. La mekanika deklina kompenso estas realigita kontrolante la pozicion por atingi "pre-bumping". Aro de kojnoj formas linion en la longodirekto de la labortablo. La kurbo kun la sama deklino faras la interspacon inter la supraj kaj malsupraj muldiloj konsekvenca dum fleksado, certigante la saman angulon de la fleksebla laborpeco en la longodirekto.


Rilataj Produktoj
 Oftaj Mekanikaj Fiaskoj kaj Prizorgado de Press Bremsaj Bending Machines
Oftaj Mekanikaj Fiaskoj kaj Prizorgado de Press Bremsaj Bending Machines- Ĉinio Press Bremso Bending Machine Mold
- 4 Paŝoj por Koni E21-Sistemon de CNC-Lada Bender
- Kio Estas Prembremso-Kronado
- Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino
- El kio Fariĝas Press Bremsaj Dietoj? Kio Estas Pressbremso-ilado?
- Kiel Fari Deflankiĝon de Kompenso por CNC-Lada Bender
- Uzu Kapablojn de CNC-Klibmaŝino
- Kiom Da Tipoj De Hidraŭlika Press Bremso
- Kiel Elekti la Taŭgan CNCan Hidraŭlikan Press Bremsan Maŝinon