Hidraŭlikaj flekseblaj maŝinoj/hidraŭlika gazetara bremso povas esti dividita laŭ la metodo de sinkronigo: hidraŭlika Sinkrona fleksebla maŝino, CNC-prema bremso kaj elektro-hidraŭlika cnc-prembremso Kaj povas esti dividita en la jenajn tipojn de movado: supren-aganta, malsupren-aganta. .
Prembremsfleksado postulas malsamajn metodojn de aliro por atingi la deziratajn rezultojn necesajn. De formado de ventoturfostoj ĝis komplikaj elektraj kabinetaj komponantoj, gazetaj bremsoj estas esenca ilo por la fabrikisto kaj scii, ke ne ĉio fleksado estas la sama, estas ŝlosilo por la sukcesa funkciado de ili. Kompreni la procezon, la ilaron kaj la materialon (ĉar ĉiuj metaloj fleksitaj respondos malsame al ĉiu fleksa procezo) estas esenca por akiri precizajn partojn rapide kaj ripete.
hidraŭlika Sinkrona tordmomanta fleksebla maŝino/ hidraŭlika Sinkrona tordmomanto-prembremso

Duoblaj cilindroj kontrolas glitilon supren kaj malsupren movadon
Sinkronigado de mekanika tordmomanto
CNC-prembremso kaj elektro-hidraŭlika gazetara bremso


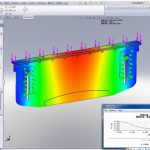
CNC Press Bremsoj: ĉi tiuj specoj de bremsoj havas la plej altan precizecon kaj personigo-kapablojn, utiligante komputilan teknologion por kontroli precizecon kaj pliigi efikecon. Kiam oni uzas CNC-bremsajn gazetarojn, datumoj kiel fleksa angulo, plato dikeco, larĝo kaj grado estas enmetitaj en regilon fare de edukita funkciigisto kaj la bremso facile pritraktas la reston.
Kiel kalkuli gazetaran tunaron

Dum la fleksa procezo, la forto inter la supraj kaj malsupraj ĵetkuboj estas aplikata al la materialo, igante la materialon suferi plastan deformadon. La labortuna tunaro rilatas al la troiga premo kiam la sono estas faldita. La influfaktoroj por determini la laboran tunaron estas: fleksa radiuso, fleksa metodo, ĵetproporcio, kubuta longo, dikeco kaj forto de la fleksa materialo, ktp.
Prembremso formanta tunkalkulojn estas relative facilaj. La lertaĵo estas scii kie, kiam kaj kiel apliki ilin. Ni komencu per la tuna kalkulo, kiu baziĝas sur la punkto kie la rendimento estas rompita en la materialo kaj efektiva fleksado komenciĝas. La formulo baziĝas sur AISI 1035 malvarma rulita ŝtalo kun 60,000-PSI tirforto. Tio estas nia baza materialo. La baza formulo estas kiel sekvas:

P: fleksa forto (kn)
S: teledikeco (mm)
L: larĝo de la plato (m)
V: larĝo de malsupra fendeto (mm)

Ekzemplo 1:
S=4mm L=1000mm V=32mm, serĉu la tablon kaj ricevu P=330kN
2. Ĉi tiu tablo estas kalkulita surbaze de materialoj kun forto Оb=450N/mm2. Dum fleksado de aliaj malsamaj materialoj, la fleksa premo estas la produkto de la datumoj en la tabelo kaj la sekvaj koeficientoj;
Bronzo (mola): 0,5; Neoksidebla ŝtalo: 1.5; aluminio (mola): 0,5; kroma molibdena ŝtalo: 2.0.
Proksimuma kalkula formulo por fleksa premo: P=650s2L/1000v
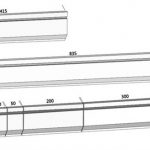
La grandeco de la plej malgranda kurbo:
A. Sngle faldado/fleksado:


B. fleksante /faldante Z


Ekzemplo 2:
Plato dikeco S=4mm, larĝo L=3m, ob=450N/mm2
Ĝenerale fendetlarĝo V=S*8 Tial P=650423/4*8=975(KN)= 99.5 (Tun)
La rezulto estas tre proksima al la datenoj en la fleksa fortodiagramo.
Kiel vi povas vidi, la metodo #1 por kalkuli la tunaron de gazetara bremso baziĝas sur la milda ŝtala materialo.
Kio se la materialo estas neoksidebla ŝtalo, aluminio aŭ latuno?
Estas simple, multipliku la rezultojn kalkulitajn per la supra formulo per la koeficientoj en la sekva tabelo:
| Materialo | Koeficientoj |
| Milda ŝtalo | 1 |
| Senrusta ŝtalo | 1.6 |
| Aluminio | 0.65 |
| Latuno | 0.5 |
Rilataj Produktoj
 Ĉinio Press Bremso Bending Machine Mold
Ĉinio Press Bremso Bending Machine Mold- Kial Aldoni Kompensan Sistemon al Gazetara Bremso-Klibmaŝino
- Oftaj Mekanikaj Fiaskoj kaj Prizorgado de Press Bremsaj Bending Machines
- Kiel Elekti la Taŭgan Die de Gazetara Bremso-Klibmaŝino
- La Labora Principo kaj Kunmetaĵo de CNC-Premsa Bremso-Klebla Maŝino
- 2021 Finfina Gvidilo de Metala Bremsmaŝino
- 4 Paŝoj por Koni E21-Sistemon de CNC-Lada Bender
- Ĉinio 40 Ton Pressbremso
- El kio Fariĝas Press Bremsaj Dietoj? Kio Estas Pressbremso-ilado?
- Oftaj Faŭltoj kaj Problemo-Metodoj de 100t Kvar-kolumna Hidraŭlika Gazetaro