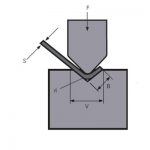
Prembremsa punĉo/ĵetkubo estas dividita en suprajn kaj malsuprajn muldilojn, kiuj estas uzataj por lada metala stampado de formado kaj apartigo de muldiloj. La muldilo por formi havas kavon, kaj la muldilo por apartigi havas tranĉrandon. La stampilo/ĵetkubo de la gazetara bremsmaŝino havas grandan influon sur la precizeco de la laborpeco. En la fleksa procezo, la ŝimo estas ĉio, kio kontaktas la laborpecon.
La ĵetkubbremsoj de la fleksebla maŝino/prembremso estas L-formaj, R-formaj, U-formaj, Z-formaj, ktp. La supra ĵetkubo estas ĉefe 90 gradoj, 88 gradoj, 45 gradoj, 30 gradoj, 20 gradoj, 15 gradoj, ktp angulo. La malsupera ŝimo havas 4 ~ 18V duoblan sulkon kaj ununuran sulkon kun malsamaj sulkaj larĝoj, same kiel R-malsupran ŝimon, akran angulan malsupran ŝimon, platigi ŝimon ktp.

Ultra-alta precizeco
Estas tre grave, ke la precizeco de la muldilo tre influas la precizecon de la laborpeco dum la fleksa procezo. La eluziĝo de la ŝimo devas esti kontrolita antaŭ uzo. La inspekta metodo estas mezuri la longon de la antaŭa finaĵo de la supra ŝimo ĝis la ŝultro kaj la longon inter la ŝultro de la malsupra ŝimo. Por konvenciaj muldiloj, la devio por metro devus esti proksimume ±0.0083mm, kaj la totallonga devio ne devus esti pli granda ol ±0.127mm. Koncerne al la precizeca muelanta muldilo, la precizeco por metro devus esti ±0.0033mm, kaj la totala precizeco ne devus esti pli granda ol ±0.0508 mm. Ĝenerale rekomendas uzi fajnajn muelantajn muldilojn por elektro-hidraŭlikaj flekseblaj maŝinoj aŭ tordaj flekseblaj maŝinoj, kaj konvenciajn muldilojn por manaj flekseblaj maŝinoj.
La ila sekcio de la CNC-prembremsmaŝino kiel sube:

Aŭtomata fiksa instalado
La supra ĵetkubo estas instalita kiam la glitilo leviĝas al la supra morta centro, kaj la muldila fiksa sistemo povas konservi plurajn muldilojn en la loko ĝis la krampa premo estas aplikata.
Hidraŭlika fiksa sistemo
La hidraŭlika krampa sistemo estas la plej efika krampa metodo. Ambaŭ novaj kaj malnovaj maŝinoj povas uzi ĉi tiun fiksan sistemon, ŝparante tempon kaj koston. Se la ŝarĝa surfaco de la malnova fleksebla maŝino estas difektita, la hidraŭlika fiksa sistemo estos la plej bona elekto por ripari la damaĝon, samtempe plibonigante la efikecon de krampado kaj instalado.

Aŭtomate premu en lokon
Kiam krampa premo estas aplikata, la supra ĵetkubo estas tirita supren kaj aŭtomate premita en lokon. Ĉi tio forigas la bezonon premi la supran ŝimon en la fundon de la ŝimo dum la fleksa procezo.
La elekto de pugno/ĵetkubo
Unue, determinu la dikecon de la fleksota folio. Ekzemple, vi volas fleksi 0.75mm ĝis 6.30mm dikaj platoj. Poste, multobligu la dikecon de la plej maldika tuko per 8 por taksi la minimuman bezonatan grandecon de V-ĵetkubo. En ĉi tiu ekzemplo, 0.75mm plato estas la minimuma ŝimo postulata, do 0.75×8=6. Trie, multigu la dikecon de la plej dika folio per 8 por taksi la bezonatan maksimuman V-forman ĵetkubrilon.
8 fojojn principo
Tio estas, la malfermo de la V-forma ŝimo devus esti 8 fojojn la dikeco de la folio. Multipliku la dikecon de la folio per 8 por elekti la plej proksiman ŝimon. Ekzemple, 1.5mm dika telero postulas 12mm ŝimon (1.5×8=12mm). Se ĝi estas 3.0mm-plato, 24.0mm-muldilo estas postulata. (3.0×8=24.0). Ĉi tiu proporcio povas provizi la plej bonan angulan elekton, tial multaj homoj nomas ĝin la "plej bona elekto". La plej multaj publikigitaj flekseblaj leteroj ankaŭ estas centritaj sur ĉi tiu formulo.
Reguloj de elektado de modeloj
La elekta regulo por fleksi L-formajn laborpecojn estas, ke ne ekzistas reguloj, preskaŭ ajna supra ĵetkubo povas esti uzata. Do elektante suprajn muldilojn por grupo de laborpecoj, L-formaj laborpecoj povas esti konsiderataj lastaj, ĉar preskaŭ ajna supra muldilo povas fleksi ilin. Dum fleksado de ĉi tiuj L-formaj laborpecoj, oni rekomendas uzi suprajn muldilojn, kiuj ankaŭ povas fleksi aliajn laborpecojn. Kiam vi aĉetas muldilojn, des malpli, des pli bone. Ĉi tio estas ne nur por minimumigi muldilajn kostojn sed ankaŭ por redukti la nombron da muldilaj formoj bezonataj kaj por redukti la instaltempon.


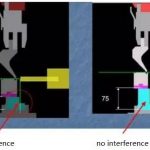
Kiam la supra sekcio de la laborpeco estas pli longa ol la pli malalta sekcio, anserkolĵetkubo estas postulata. Kiam la supra sekcio de la laborpeco estas pli mallonga ol la malsupra sekcio, ajna supra ĵetkubo estas bona. Kiam la supra sekcio kaj la malsupra sekcio de la laborpeco estas la samaj longoj, akuta-angula supra ĵetkubo estas postulata. En resumo, la supra ĵetkuba elekta regulo plejparte dependas de la interfero de la laborpeco, kio estas kie la fleksebla simulada programaro povas ludi gravan rolon. Se la uzata sistemo ne povas simuli la kliniĝantan situacion, vi povas uzi la desegnaĵon kun la krada fono por permane kontroli la interferon de la supra muldila laborpeco, kiel montrite en la figuro sube.


Neniu indenta ŝimo
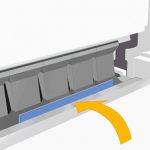
Preskaŭ ĉiuj tipaj V-formaj flekseblaj muldiloj lasos kelkajn markojn sur la laborpeco, tio estas ĉar la metalo estas premita en la ŝimon dum fleksado. Plejofte, la markoj estas malgrandaj aŭ akcepteblaj. Pliigi la radiuson povas redukti la markojn. Sed foje eĉ la plej malgrandaj markoj estas neakcepteblaj, kiel pentritaj aŭ poluritaj platoj antaŭ fleksado. Nilonaj enigaĵoj povas esti uzataj por forigi indentaĵojn, kiel montrite en la malsupra figuro. Indent-libera fleksado estas precipe grava por fabrikitaj aviadiloj aŭ aerspacaj partoj ĉar estas malfacile por inspektistoj inspekti parton per la nuda okulo kaj distingi gratvundetojn kaj fendetojn.

Rilataj Produktoj
 Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino
Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino- WILA Efika Solvo de Kurbiĝantaj Mezaj kaj Dikaj Teleroj
- Uzu Kapablojn de CNC-Klibmaŝino
- Konvencia Bending Sequence kaj Ĉiutaga Uzo Specifo de Bending Machine Mold
- Kalkulo de la fleksebla forto dum libera fleksado de lado-fleksado-maŝino
- El kio Fariĝas Press Bremsaj Dietoj? Kio Estas Pressbremso-ilado?
- Kiom Da Tipoj De Hidraŭlika Press Bremso
- Kial Aldoni Kompensan Sistemon al Gazetara Bremso-Klibmaŝino
- Kio Estas Prembremso-Kronado
- Kiel Kalkuli Kurbpermeson Por Via Gazetara Bremso