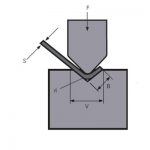
La gazetara bremsa fleksebla maŝino ĉefe faras rektan fleksadon de la telero. Per uzado de simplaj muldiloj kaj proceza ekipaĵo, la metala folio povas esti premita en certan geometrian formon, kaj ĝi ankaŭ povas esti procesita per streĉado, truado, truado kaj premado de ondado. En efektiva produktado, la CNC-prembremsmaŝino estas ĉefe uzata por realigi la fleksadon de diversaj geometriaj formoj de metalaj skatoloj, skatoloj, U-formaj traboj kaj rektanguloj. Ĝia prilaborado havas la avantaĝojn de alta fleksa rekteco, neniuj dentmarkoj, neniu senŝeliĝo, neniu sulkoj, ktp.
Kun la kontinua disvolviĝo de teknologio de fabrikado de CNC-fleksebla maŝino, ĝiaj avantaĝoj kiel alta precizeco de pozicio, komforto, kompenso de nul-agada perturbo kaj bona konsistenco de prilaboritaj produktoj fariĝis ĉiam pli favorataj de la plimulto de ladaj fabrikaj kompanioj. Tamen, kun limigitaj deziroj, kiel pli bone uzi la flekseblan maŝinon kaj doni plenan ludon al ĝiaj funkcioj kaj avantaĝoj fariĝis problemo, kiun fabrikantoj uzantaj CNC-bremsan flekseblan maŝinon atentas kaj urĝe bezonas solvi. En la longdaŭra procezo de fabrikado kaj uzado, Zhongrui efike vastigis la funkciojn de la fleksebla maŝino kaj amasigis sperton per aldono de helpaj iloj, transformo de ekzistantaj muldiloj kaj fleksebla uzo de la retejo. Ĉi tiu artikolo prenas la CNC-prembremsmaŝinon DA66T de Zhongrui kiel ekzemplon kaj enkondukas la kapablojn en uzo detale.
Aldonu helpan ilaron
Se vi volas igi la preman bremsan maŝinilon fleksebla kaj facile uzebla, aldoni helpan ilaron estas esenca. La pliiĝo de helpaj iloj povas ne nur pligrandigi la pretigan gamon de la CNC-fleksebla maŝinilo, sed ankaŭ plibonigi la pretigan efikecon.
1) Transira plato (helpata meza telero por rapida ŝimo)
La malferma alteco de la fleksebla maŝino rilatas al la distanco inter la supraj kaj malsupraj labortabloj. Ĉar la CNC-fleksebla maŝino DA66T havas pli grandan malferman altecon, konsideru uzi grandan malfermon por pligrandigi la pretigan gamon. Kiel montrite en Figuro 1, aldoni alian transirplaton al la originala transirplato povas pliigi la flankan fleksan altecon de la parto (ĝis 85 mm), tiel ke profunda prilaborado kun pli altaj flankaj flekseblaj randoj povas esti efektivigita. La memfarita transira tabulo povas personecigi la larĝon de la transira tabulo laŭ viaj propraj komunaj partoj, kaj ĝi plej taŭgas por prilabori malgrandajn larĝajn partojn kun pli altaj flekseblaj randoj ambaŭflanke.

2) Angulo de la antaŭa panelo
Kiel montrite en Figuro 2, la fronto de la maŝino estas ekipita per angulo, kiu povas meti malgrandajn partojn kaj redukti la tempon por preni partojn. Samtempe, malgranda labortablo estas instalita por faciligi la prilaboradon kaj kolekton de etaj laborpecoj.

Plenuzu la ŝimon
La uzo de la CNC-prema bremsa fleksebla maŝino plejparte dependas de la supraj kaj malsupraj muldiloj. Se la nombro da muldiloj estas malgranda kaj la apliko ne estas fleksebla, la pretiga gamo de la maŝinilo estos tre limigita. Tial, sub fiksaj kondiĉoj, kiel maksimumigi la funkcion de la ekzistanta ŝimo per optimumigita kombinaĵo kaj parta transformo estas problemo, pri kiu ĉiu maŝinila uzanto devas pensi. La sekvanta estas la ekspansia funkcio, kiun ni uzas en uzo ŝanĝante la muldilon de la CNC-fleksebla maŝino Enkonduko.
1) Supra ĵetkulo muelanta pinton R
Kiam la supra ĵetkubo estas uzata dum longa tempo, ĝia pinta eluziĝo ŝanĝiĝos neregule. La alteco de la ŝimo ŝanĝiĝas kaj la fleksebla precizeco ne povas esti garantiita. Muelante, korektante la pinton R, kaj kongruante kun pli granda V-forma kanelo, dikaj platoj povas esti falditaj. Ĉi tio plilongigas la servodaŭron de la ŝimo.
2) Ŝanĝu forĵetajn muldilojn por atingi ebenigon
En la foresto de kunmetita fleksebla ĵetkubo, solvi la forman problemon de kiel premi la mortan randon estas ekzemplo. La morta rando estas fleksita formo en kiu du tavoloj interkovras unu la alian, kaj estas kutime uzita por plifortikigo. Ĝenerale, la tabulo pli ol 2 mm preskaŭ ne havas gazetajn senvivajn randojn. Premu la malvivan randon devas esti formita per kunmetita fleksebla ĵetkubo, kaj ĝi devas esti dividita en pli ol du procezojn por esti formita.
La kutime uzata metodo estas uzi kunmetitan flekseblan ĵetkubon, kiel montrite en Figuro 3. En la unua paŝo, la materialo estas faldita al 30°, kaj en la dua paŝo, la 30° fleksebla angulo estas metita ĉe la antaŭa fino de la kunmetita ŝimo, kaj la materialo estas faldita en senvivan randon. Sed ni ne havas kunmetitan fleksan ĵetkubon, nur 30° akran fleksan ĵetkubon. Kompletigu la unuan paŝon de la kunmetita fleksebla ĵetkubo kun la ekzistanta muldilo, kaj la dua paŝo nur povas trovi alian metodon. En la dua paŝo, la supraj kaj malsupraj ŝimoj estas ambaŭ plataj. Post analizo, la meza parto de la ekzistanta duobla v-kanelo malsupra ŝimo povas esti uzata kiel la ebena parto, kaj la supra ŝimo serĉas aviadilon. Elprenu la ekzistantan forĵetitan supran ŝimon kaj muelu la tranĉilrandon en plata stilo, tiel solvante la forman problemon de la gazetaro la morta rando.

Uzante ĉi tiun aron de modifitaj ŝimoj ankaŭ povas esti platigita. En fakta pretigo, maŝinilfunkciigistoj foje faras erarojn, inkluzive de fleksado de randoj aŭ fleksaj dimensioj kiuj ne estas egalaj. En la kazo kie la surfacaj postuloj de la parto ne estas altaj, estas domaĝe forĵeti la parton, nur por frapi la flekseblan randon plata. Knokaŭto estas tre peniga, sed ĝi povas esti facile ebenigita uzante la ĉi-supran ŝiman kombinaĵon. La partoj povas esti facile premataj mane al la supraj kaj malsupraj muldiloj, kaj tiam la partoj estas platigitaj per la CNC-fleksebla maŝino.
Kapabloj dum operacio
1) Lokigo de flekseblaj ĵetkuboj kaj prilaboraj materialoj
Kiam vi aranĝas la planon, la sekvaj faktoroj devas esti konsiderataj:
a. Aranĝu materialojn de la sama dikeco kune;
b. Aranĝu la muldilojn de la sama modelo kune;
c. Ŝimoj de simila formo estas aranĝitaj kune.
Ĉi tio povas redukti la tempon kaj oftecon de muldila anstataŭigo.
2) Ortangula poziciigado de mallarĝaj kaj malgrandaj partoj
Kiam la fleksebla parto estas mallarĝa kaj longa, ĝi ne estas facile lokalizi. Dum prilaborado, ofte okazas, ke la post-decida pozicio, kaj la fleksita parto estas facile klinebla. Tial, uzante la metodon uzatan en Figuro 4, la ŝimo estas gluita al la malsupra ŝimo por certigi ortan angulon. Kiam tiel fleksiĝas, la parto ne estas facile klinebla.

3) fleksado de triangulaj partoj
Kiam la flekseblaj partoj estas fleksitaj, la akraj angulaj partoj ne facile proksimiĝas al la malantaŭa regulo. Ĝenerale, kiam la plej malgranda dimensio L ≤10 mm tuj malantaŭa regulo, la poziciiga aparato devus esti konsiderata. En reala laboro, dezajno kaj procezo estas facile neglekteblaj, kaj tiaj problemoj ofte okazas. Dum prilaborado, laŭ la grandeco de la parto, estas determinite, ke ununura peco estas vicigita kun la fleksebla ĵetkubo kaj la duobla peco estas vicigita kun la apogilo.
4) Aldonu maldikan teleron R
Pro la malsamaj bezonoj de klientoj, la bezonata R-valoro sur la fleksebla rando ankaŭ estas malsama. En la procezo de prilaborado, por partoj, kiuj ne postulas altan dimensian precizecon, uzu apogplaton por pliigi la R-valoron por ke la bezonata R-valoro estu akirita post fleksado. Laŭ la dezajnaj postuloj, R rilatas al la rilato inter V kaj interna R por elekti la platan dikecon kaj faldi ĝin en la formon montritan en Figuro 5. Kiam estas uzata, uzu krampon por krampi la supran ŝimon. Ĉi tiu metodo estas facile uzebla kaj povas esti uzata en pluraj tavoloj.

5) Ununura parto kaj multoblaj muldaj agordoj
Zhongrui uzis DA66T CNC-flekseblan maŝinon kun 2 hidraŭlikaj cilindroj kiel pruvo. Provis la multmuldan aranĝon montritan en Figuro 6, tio estas, la supraj kaj malsupraj muldiloj de la sama modelo estas instalitaj en sekcioj samtempe, kiuj povas kompletigi la prilaboradon de pluraj kurboj de la tuta parto, reduktante la tempon de muldila instalado. kaj ripeta uzado de partoj. Nuntempe, la egala alteco fleksanta supra ĵetkubo aperis sur la merkato. La alteco de la supra ŝimo estas tute unuforma, kaj ŝimoj de malsamaj formoj ankaŭ povas esti uzataj sur la sama tablo. Tiamaniere, eblas fari segmentan fleksadon de malsamaj muldiloj.

6) Programaj registroj de tipaj partoj
Post kiam la tipaj partoj estas prilaboritaj, la prilaboraj parametroj devas esti registritaj ĝustatempe, kaj la programo devas esti konservita en la stoka areo de la fleksebla maŝino kun la parto desegna nombro, por ke ĝi estu reuzita estonte, ege reduktante serion. de preparoj antaŭ fleksado. Vi ankaŭ povas fari tabelon, kiu enhavas la specifajn agordojn de la partnomo, desegna nombro, grafikaĵoj, materialo kaj fleksaj parametroj. La tablo estas dividita en ŝtalajn platojn, aluminiajn platojn kaj neoksideblajn platojn. Ĉiu tipo distingiĝas per la dikeco de la materialo. La tempo necesa por trovi tipajn partojn estos reduktita. Se kombinite kun la procezkarto, ĉi tio estas tre kompleta prilabora instrukcio. Eĉ novaj dungitoj kun malmulte da sperto povas sekvi la instigojn por prilabori partojn.
7) La muldila longo ne sufiĉas por fleksi en sekcioj
En surloka prilaborado, ofte okazas, ke la longo de la ŝimo estas pli malgranda ol la fleksebla rando. Ĉar multaj specialaj ŝimoj estas determinitaj laŭ la uzo de fiksaj produktoj, la metodo de segmentita fleksado estas uzata kiam la longo de la ŝimo estas malpli ol la fleksebla rando. Kie la longo de la muldilo estas proksima al la fleksebla rando, ŝiru la randon perpendikulara al la fleksebla rando, kaj tiam faldu la flekseblan randon al la bezonata grandeco en sekcioj. Figuro 7a estas la maldekstra duono de la fleksita parto, kaj Figuro 7b estas la dekstra duono de la fleksita parto.

8) Uzante stud sur malantaŭa mezurilo por poziciigi
Kiam la grandeco de la fleksita parto estas granda kaj uzas malantaŭan mezurilon por poziciigi, la partoj ofte enprofundiĝas pro sia propra pezo, la portebla parto estas mallonga, kaj la operatoro ne facile teni la laborpecon. Por certigi la nivelon de la partoj, funkciigisto devas esti aranĝita ĉe la malantaŭa regulo por teni la partojn al ebena stato permane. Tial, kiam oni prilaboras tiajn partojn, 2 operatoroj devas esti aranĝitaj. En la verko, oni trovas, ke la malantaŭa mezurilo povas esti malaltigita al certa grandeco, kaj la breĉoj sur la malantaŭa mezurilo estas uzataj por poziciigado, kaj la partoj estas metitaj horizontale sur la malantaŭa mezurilo. Ĉi tio ne nur reduktas la nombron da funkciigistoj, sed ankaŭ efike garantias la maŝinan precizecon.
9) Profunde fermita formo fleksanta
En fakta pretigo, profunda fermita formo fleksebla pretigo povas esti uzata flekseble. En foresto de fermita-tipa profunda fleksa ĵetkubo, kiam fleksante la partojn kiel montrite en Figuro 7, la krampa stato montrita en Figuro 8 estas adoptita. Apartigu la transira tabulo, la distanco estas iomete pli granda ol la larĝo de la parto, kaj la grandeco estas prudente atribuita, kaj du partoj povas esti fleksitaj samtempe.

La pretigaj metodoj kaj teknikoj enkondukitaj supre povas solvi la prilaborajn problemojn de granda nombro da similaj partoj en produktoj, kaj estas tre taŭgaj por la disvolviĝo de produktoj kun pluraj varioj, malgrandaj aroj kaj mallongaj produktaj cikloj. Per ĉi tiuj metodoj, ne nur la elspezo de ilaj kostoj povas esti ŝparita, sed ankaŭ la produktado kaj pretiga ciklo povas esti mallongigita, la produktadkosto estas reduktita, kaj la produktokvalito estas plibonigita. Ĉi tiuj pretigaj metodoj kaj uzkapabloj ankaŭ povas esti aplikataj kaj promociitaj sur CNC-prembremsaj flekseblaj maŝinoj kun similaj strukturoj.
Rilataj Produktoj
 Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino
Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino- WILA Efika Solvo de Kurbiĝantaj Mezaj kaj Dikaj Teleroj
- Kiel Elekti la Taŭgan Die de Gazetara Bremso-Klibmaŝino
- Konvencia Bending Sequence kaj Ĉiutaga Uzo Specifo de Bending Machine Mold
- Kial Aldoni Kompensan Sistemon al Gazetara Bremso-Klibmaŝino
- La Labora Principo kaj Kunmetaĵo de CNC-Premsa Bremso-Klebla Maŝino
- Ĉinio Press Bremso Bending Machine Mold
- Kiel Kalkuli Kurbpermeson Por Via Gazetara Bremso
- Kio Estas Prembremso-Kronado
- 2021 Finfina Gvidilo de Metala Bremsmaŝino