Mallonge enkonduku la produktadprocezon de la neoksidebla ŝtala lavujo. La produktado de neoksidebla ŝtalo lavujoj ĝenerale inkluzivas la elekton de krudmaterialoj, produktadaj procezoj, surfaca traktado, ktp Ĝenerale, ĉi tiuj tri paŝoj estas postulataj, el kiuj la elekto de krudaj materialoj kaj la produktado kaj traktado procezoj estas la plej gravaj.
Selektado de krudaj materialoj
Nuntempe, la neoksideblaj ŝtalaj materialoj kutime uzataj de hejmaj neoksideblaj lavujfabrikistoj estas 0.8-1.0mm dikaj neoksideblaj ŝtalaj platoj, kiuj plej taŭgas por la produktado de lavujoj. Se la telero estas tro maldika, ĝi influos la servodaŭron kaj forton de la lavujo. Se la telero estas tro dika, estas facile difekti la lavitajn servilojn.

Produktada procezo
Estas du ĉefaj traktadprocezoj por neoksideblaj ŝtalaj lavujbasenoj: veldado kaj unufoja formado.
1. Veldada metodo
La velda metodo estas pugni la sulkan surfacon kaj la sulkan korpon aparte, kaj poste konekti la du per veldo, kaj plenigi kaj poluri la surfacon de la veldo. Ĝenerale, ne estas velda spuro sur la antaŭa aspekto. Ĉi tiu metodo de produktado kaj prilaborado estas simpla en procezo kaj povas esti atingita per etaj pugnogazeta ekipaĵo kaj simplaj muldiloj. Ĝenerale, 0.5-0.7mm neoksidebla ŝtalo platoj estas uzataj. Ĉi tiu pretigmetodo havas malpli da perdo dum la produktada procezo kaj la kosto estas relative malalta. Tial, la prezo de la neoksidebla ŝtala lavujo produktita per ĉi tiu metodo estas relative malalta. Nun kondiĉe ke ĝi estas produkto de regula fabrikanto, la velda procezo estas soldata per nombra kontrola ondorezista veldo, kaj la kvalito estas trapasita. Estas du manieroj:
1) La unua estas la ĉirkaŭa veldado de la baseno kaj la panelo, ankaŭ nomita kudra veldo (malsupra veldo).
Ĝia avantaĝo estas ĝia bela aspekto. Post rigora traktado, ne estas facile trovi veldojn, kaj la surfaco de la lavujo estas plata kaj glata. La malavantaĝo estas, ke iuj konsumantoj dubas pri ĝia fortikeco. Fakte, la nuna velda teknologio ĉefe inkluzivas sub-arka veldo kaj la plej altnivela nombra kontrolo rezista veldo, kaj la kvalito pasis. La malavantaĝo de ĉi tiu velda metodo estas, ke ĝi konsumas tro da materialo kaj devas trui du ŝtalajn platojn.
2) La alia estas la pugveldado de du ununuraj basenoj en unu, ankaŭ nomata pugveldado.
La avantaĝo estas, ke la baseno kaj la panelo estas integre streĉitaj kaj formitaj, kio estas forta kaj daŭra. La malavantaĝo estas, ke la veldaj spuroj estas facile videblaj, kaj la plateco estas iomete pli malbona. Fakte, kelkaj tielnomitaj unupaŝaj duoblaj lavujoj ne estas stampitaj el unu peco de materialo sed estas tajloritaj per du ununuraj basenoj. Kiam vi aĉetas ĝin, vi povas atenti, ke la lutaĵo estas en la mezo de la du lavujoj, kiuj videblas de la dorsa flanko. Unu telero estas truita en du lavujojn. Ne ekzistas tia teknologio en la mondo. La plej malfacila afero fari por la pugoveldita poto estas certigi la platan surfacon de la poto. Se ĝi povas esti garantiita, tiam ĝi estas vere la plej bona maniero. Ĉar ĝi uzas la saman materialon kiel la ĝenerala streĉado, ĝi ankaŭ povas solvi la streĉan problemon de kunigita streĉado.
La velda kvalito de la lavujo estas la plej kritika faktoro influanta la vivon de la lavujo. Bona veldado povas malhelpi ruston kaj sensoldadon. La veldado devas esti glata, glata, streĉa, libera de falsa veldado, rustaj makuloj kaj svingoj. Ĉiuj duoblaj pelvoj, kies profundo superas 18 cm, estas velditaj. Ĉar la duobla baseno tanko estas etendita pli ol 18cm samtempe (la profundo de la tanko, ne la tuta alteco de la tanko kaj la flanko de la tanko)), ĝi estas la lima profundo de la pretiga teknologio.
2. Unufoja formanta integra streĉa metodo (ĉefe uzata por ununura sulko)
Ĉi tiu metodo de prilaborado de neoksideblaj ŝtalaj lavujoj estas farita el tuta folio de materialo, kiu postulas relative altan pretigan ekipaĵon kaj muldilojn. Ĉar unufoja formado postulas altan kvaliton kaj ductilecon de la folio, ĝi estas ĝenerale truita per 0.8-1mm dika neoksidebla ŝtalo. Uzu integrajn muldilojn kaj importitajn pug-gazetarajn ekipaĵojn. Pro la granda tranĉa perdo de la rando de la folio en la produktado de la unu-pafa mulda metodo, kaj la alta investo en muldiloj kaj ekipaĵo, la kosto estas alta. Tial, la neoksidebla ŝtala lavujo produktita per ĉi tiu metodo estas pli multekosta.
La unufoja mulda procezo de fabrikado estas tre populara, kaj ĝia fabrikado estas malfacila. Ĉi tiu speco de produktado-teknologio estas tre postulema, kaj la unupeca formadprocezo estas precipe grava procezo, kiu postulas altan ŝtalplatan materialon. Ĝi solvis la elfluan problemon kaŭzitan de la veldo de la basena korpo, ke la veldo ne povas elteni la korodon de diversaj kemiaj likvaĵoj (kiel detergento, purigilo de neoksidebla ŝtalo ktp.). Sed estas multaj mankoj en fluigado de telero en lavujon, kiel ekzemple:
1) La ĝenerala dikeco de la formita lavujo estas neegala, relative maldika, plejparte ĉirkaŭ 0.7mm. Ĉi tiu teknologio ne estas venkita nuntempe, la fundo de la lavujo estas tro maldika, kaj la pli bona baseno dikeco devus esti 0.8-1.0mm.
2) La lavujo ne povas esti tro profunda. Ĉar ĝi estas tro profunda, la muro de la lavujo estos tro maldika kaj rompita, kaj tro malprofunda akvo facile ŝpruciĝos, kio estas ĝena uzi.
3) Streĉado de akvocisternoj ĝenerale postulas alt-temperaturan recocidon, kutime ĉe temperaturo super 1200 gradoj. Post tia traktado, la rigideco de la akvocisterno estas nature malfortigita, kaj la malmoleco de la akvocisterno estas certe kompromitita.
4) Koncerne randan traktadon, la entuta etendita baseno estas ĝenerale unutavola flanĝado. Unuflanke, estas tre eble tranĉi la manojn de la instalisto. La plej grava afero estas, ke ne ekzistas "plifortiga ripo" kaj la pezo ne sufiĉas. Samtempe, estas malfacile atingi la efikon de sigela akvo.
5) La ĝenerala streĉa panelo malfacilas esti plata.
6) La kosto estas tro alta. Pro la ekstreme altaj postuloj por materialoj kaj procezoj, la kosto de ununura baseno estas preskaŭ pliigita.
La avantaĝo de la unufoja formiĝanta lavujo estas, ke la materialo estas pli bona ol tiu de la veldita baseno, la procezo estas komplika kaj la prilaborado estas malfacila. La procezo de veldado de la lavujo estas simpla, kaj la plato ne estas bone formita samtempe, sed la relativa prezo estas iom pli malmultekosta, kaj la dikeco de la malsupra plato estas ankaŭ pli dika ol tiu de unufoja formado. Simple dirite, ne estas diferenco en uzo inter veldita lavujo kaj unupeca lavujo. Tamen, pro procezaj kialoj, la integra neoksidebla ŝtala lavujo ne povas esti tro profunda kaj ekzistas problemo de akvoŝprucigado. La plej elstara avantaĝo de la integra lavujo estas ke ĝi ne likos problemojn pro la veldo breĉo de la baseno ne estas korodita de diversaj kemiaj likvaĵoj (kiel detergentoj, neoksidebla ŝtalo purigiloj, ktp.). Sed ĉi tiu avantaĝo ne plu havas avantaĝojn pro la longa garantia periodo.
Surfaca traktado
Nuntempe ekzistas kvar specoj de surfactraktadprocezoj por rustorezistaŝtalaj lavujoj: Unu estas frostita (brosis), la alia estas sablado (mata perla arĝenta surfaco), la tria estas polurado (spegulo), kaj la kvara estas reliefo.
1. Frostado (drato)
Nuntempe, la plej vaste uzata surfaca traktadprocezo en la neoksidebla ŝtalo-lavujo-pretiga industrio estas frostado (drato). Iuj fabrikantoj faras la frostan procezon sufiĉe simpla, kaj la kosto ankaŭ estas malalta. Nur uzu la muelilon por poluri. Tiaj klientoj ne havas tre altajn postulojn sur la surfaco de la materialo. Malgranda surfaca difekto estas forigita post polurado de ĝi plurfoje.
Nuntempe iuj distribuaj unuoj de neoksidebla ŝtalo en Wuxi kaj Zhejiang enkondukis tutajn rulajn oleo-muelajn ekipaĵojn, kiuj altigas la sojlon por entreprenoj pri prilaborado de neoksidebla ŝtalo. Necesas pli atenti la surfacan kvaliton de la produkto. Kompreneble, la oleo-muelado de la tuta rulo estas ankaŭ provo de la surfaca kvalito de la materialo, inkluzive de la surfaca pretiga stilo postulita de la kliento, la direkto de la teksturo, ktp. La difektoj, kiuj estas facile aperi en ĉi tiu prilaborado. procezo estas la kolordiferenca bando, la vibra ŝablono, kaj la indentaĵo kaj la profundo de la ŝablono kaŭzita de la haltigo aŭ la ŝanĝo de la zono dum la prilaborado.
2. Sabloblovado (mata perla arĝenta surfaco)
La efiko de la neoksidebla ŝtala lavujo post sablado estas perla matita. Ĝia avantaĝo estas, ke ĝi ne algluiĝas al oleo, kaj ĝi estas tre bela. Ĉi tiu surfaca traktado estas tre populara kaj moda en Eŭropo. En la surfaca traktado de iuj hejmaj aparatoj, preskaŭ ĉiuj eksportaj fabrikistoj adoptas ĉi tiun pretigan stilon. Sandblasting ĉefe uzas pafblovigajn vitrajn bidojn, kaj poste kemian surfacan traktadon.
3. Polurado (spegulo)
Polurado (spegulo) estas vaste uzata surfaca traktadstilo en la fruaj tagoj. Tamen, ĉu ĝi dependis de mana polurado komence aŭ mekanika polurado poste, ĝi estis la postkuro de glata kaj reflekta surfaco. Ju pli plata estas la surfaco, des pli alta la grado de reflektado. Polurado havas altajn postulojn pri la materialo mem, kaj la surfaca kvalito estas malfacile regebla dum la prilaborado, kaj ĝi estas ankaŭ la plej facila por skrapi. Kaj post longa tempo, la spegula efiko malaperis.
4. Reliefo
Reliefita stilo estas farita el reliefa materialo. Ne estas stoko de ĉi tiu materialo en hejmaj ŝtalfabrikoj, kaj la produkta teknologio de ĉi tiu materialo ne estas disponebla por tute ŝtalaj plantoj, do ĝia kosto estas relative alta. La reliefa materialo estas tre imuna al eluziĝo. Mi persone pensas, ke se la populareco de ĉi tiu materialo povas esti same populara kiel aliaj surfacaj traktataj materialoj, ĝi ankaŭ estos rekonita de la merkato.

La specifa formanta procezo de neoksidebla ŝtalo lavujo
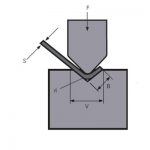
1. Streĉa formado
1) Maŝino: ĝenerale uzu pli grandan tunan hidraŭlikan gazetaron (200T) aŭ pli por etendi la teleron.
2) Muldilo: La angulo ne estu tro rekta, ĝenerale rekte super φ10, la strukturo estu racia.
3) Materialo: Ĝenerale, la dikeco de la telero devas esti ene de 0.8-1.0mm. Se ĝi superas ĉi tiun gamon, eĉ 500T hidraŭlika gazetaro estos malforta.
4) Varma traktado: La ĝenerala streĉita akvocisterno ĝenerale bezonas alt-temperaturan traktadon, kutime ĉe temperaturo super 1200-gradoj, por forigi la internan streĉon post streĉado.
5) Surfaca traktado: drato desegno, polurado, polurado (ĝenerale glata).
6) Procezo: Post aldonado de la desegna oleo al la ĵetkubo, la telero povas esti glate etendita, kalma traktado post formado kaj surfaca traktado.
2. Mana muldado
1) Maŝino: ĝenerale uzu gazetaran bremsan kurbmaŝinon, hidraŭlikan gazetaron por formi, kaj argonan arkan veldan maŝinon por veldi.
2) Fiksaĵoj: fleksaj aparatoj, hidraŭlikaj gazetaraj muldiloj.
3) Materialo: Ĉar la procezo adoptas fleksadon, la dikeco de la plato ne estas limigita, kaj akceptebla dikeco estas ĝenerale adoptita laŭ la ekonomio.
4) Soldado: Laŭ la dikeco de la materialo, malsamaj veldaj fluoj povas esti elektitaj, ekzemple, la velda fluo sub 220A estas uzata por 1.2mm.
5) Surfaca traktado: drato desegno, polurado, polurado (ĝenerale glata).
6) Procezo: Ĝenerale, la folio estas fleksita kaj formita unue, kaj poste la flankaj kudroj estas velditaj kiel origamia skatolo, kaj finfine surfaca traktado estas farita.
Rilataj Produktoj
 Aliĝu al ni por fari GRANKOMERCON!
Aliĝu al ni por fari GRANKOMERCON!- Kiel Funkcii la Gilotina Tondan Maŝinon
- WILA Efika Solvo de Kurbiĝantaj Mezaj kaj Dikaj Teleroj
- Kiel Elekti la Taŭgan Die de Gazetara Bremso-Klibmaŝino
- El kio Fariĝas Press Bremsaj Dietoj? Kio Estas Pressbremso-ilado?
- Konvencia Bending Sequence kaj Ĉiutaga Uzo Specifo de Bending Machine Mold
- Kantona Foiro
- QC11Y 12x6000mm Hidraŭlika Gilotina Tondilo estis Liverita al Argentino
- Plej bonaj 10 Fabrikistoj de Gilotina Tondado
- 1000W 1500W 2000W Mana Mane Tenebla Lasera Veldado Fibra Lasera Veldilo Por Neoksidebla Ŝtala Metala Folio