| gilotina tondmaŝino | svinga trabo tondmaŝino | |
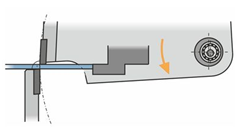
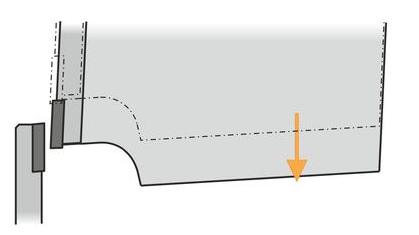
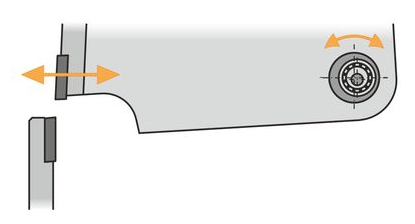
| Trabo moviĝas direkto | la supra trabo moviĝas rekte | la svingtrabo moviĝas kun la supra klingo en cirkla arko |
| Tenilo de klingo | La klingoposedanto de la gilotina tonda maŝino moviĝas vertikale kaj linie rilate al la malsupra klingorando por certigi, ke la tonda folio estas tordita kaj misformita kun malgranda rekteco kaj pli preciza. | La klingoposedanta korpo de la svingradia tondmaŝino estas kurba, kaj ĝi uzas arkan punkton-kontakton por certigi la rektecon de la tondita materialo. |
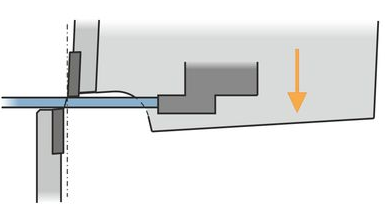
| Supra klingo penetrado | Supra klingo penetras la materialon kun ofseto (klingo-senigo) al la malsupra klingo. ● Oblikva rompita tranĉlinio. ● Pli granda burro precipe kiam la klingoj ne estas akraj.
| La supra klingo penetras la metaltukon super la malsupra klingo. ● Puraj, dekstrengulaj tranĉoj preskaŭ sen burr.
|
| Supra kaj malsupra klingo | ● La supra kaj malsupra klingo frotas unu sur la alian kiam la klingo-liberigo estas malalta, do klingoj malakriĝas. ● Oftaj klingoŝanĝoj bezonataj.
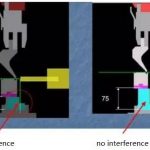
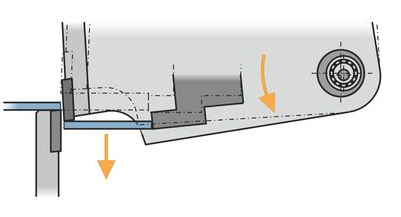
| ● La tranĉo estas farita per pivota movo de la svinga trabo. Post kiam la tranĉo estas farita la supra klingo moviĝas for de la malsupra klingo. Malhelpas la malplenaĵon de blokado inter la malsupra klingo kaj la malantaŭo. ● Ne necesas ofte ŝanĝi la klingon.
|
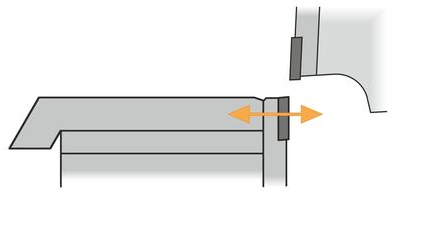
| Alĝustigo de klingo | ● Teda kaj multekosta ĝustigo de senigo per repoziciigo de la tonda tablo. ● Longaj malfunkcioj. ● Ofte kompromisoj en la tranĉa kvalito.
| ● La klingo-liberigo povas esti facile ĝustigita per simple turnado de la tranĉa breĉo ekscentra. ● Mallongaj agordaj tempoj. ● Aŭtomata ĝustigo sur pli altaj kapacitaj maŝinoj.
|
| Sekca vido de la klingo | Kvadrato | Diamanta kvarlatera formo |
| Movvojo de la klingo | La klingo moviĝas vertikale | La klingo moviĝas kun iometa arko dum tranĉado de la telero. |
| Ebenoj de la klingo interŝanĝas | La kvar aviadiloj de la klingo povas esti interŝanĝitaj. | La du aviadiloj de la klingo povas esti uzataj interŝanĝeble. |
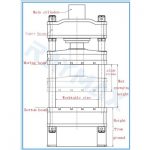
| Stabileco | Kiam la maŝino funkcias, la oleo-cilindroj ĉe ambaŭ finoj movas la supran klingon movi supren kaj malsupren linie, kun forta stabileco. | Kiam la maŝino funkcias, la oleocilindroj ĉe ambaŭ finoj movas la supran klingon movi supren kaj malsupren en arko. Tial, la stabileco ne estas tiel bona kiel la gilotintondiloj. |
| Dikeco de tranĉtabuloj | La hidraŭlika gilotina tondilo taŭgas por tranĉtabuloj pli ol 10mm. | Svingradio-tondmaŝinoj taŭgas por tranĉi maldikajn platojn sub 10mm (inkluzive 10mm). |
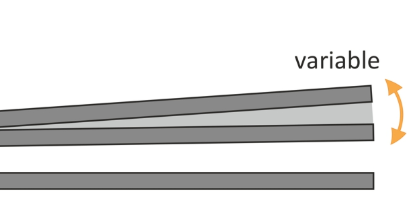
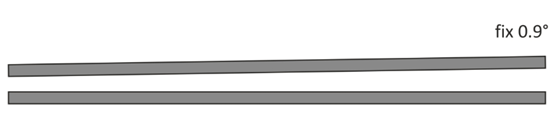
| La tonda angulo | La tonda angulo de la gilotina tonda maŝino povas esti ĝustigita. | La tonda angulo de la svingradia tondmaŝino estas fiksita kaj ne povas esti ĝustigita. |
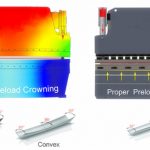
| Tranĉoj | Torditaj tranĉoj La hidraŭlikaj gilotinaj tondmaŝinoj uzas varian rastilan angulon. Malalta rastila angulo por maldikaj materialoj. Altaj rastilaj anguloj por pli dikaj materialoj. Maŝinoj povas esti konstruitaj pli malpezaj. La rezultoj estas torditaj partoj kun mallarĝaj strioj.
| Sentordaj tranĉoj Svingradiotranĉado postulas rajd-tonddezajnon. La kialo estas la malalta rasta angulo, kiu estas la solvo por ajna materiala dikeco. Malalta rastila angulo rezultigas sentordiĝajn partojn komenciĝantajn je proksimume 10-15 x folia dikeco.
|
Rilataj Produktoj
 Kiel Alĝustigi la Klingo-Gap de Hidraŭlika Tonda Maŝino
Kiel Alĝustigi la Klingo-Gap de Hidraŭlika Tonda Maŝino- Funkciado kaj Prizorgado de CNC-Lada Bremso
- QC11Y Hidraŭlika Gilotina Tondmaŝino
- Kiel Funkcii la Gilotina Tondan Maŝinon
- Ĉiutaga Prizorgado de CNC-Fibra Lasera Tranĉa Maŝino
- Prizorgado de Hydraulic Power Press Machine
- Kiel Elekti la Taŭgan Die de Gazetara Bremso-Klibmaŝino
- El kio Fariĝas Press Bremsaj Dietoj? Kio Estas Pressbremso-ilado?
- Kiel Fari Deflankiĝon de Kompenso por CNC-Lada Bender
- E21S Hidraŭlika Gilotina Tondmaŝino