Tondmaŝinoj estas ofte uzataj en la industrio pri lada prilaborado. La ŝajne simpla tonda ago fakte enhavas multajn lertaĵojn, de la alĝustigŝtupoj de la klingointerspaco ĝis la alĝustigteknikoj por malsamaj materialoj, kaj eĉ la elekto de klingoj. Rilate al la tranĉa kvalito, la jenaj enkondukos la koncernan enhavon de la ĝustigo de la breĉo de tonda klingo detale el multaj aspektoj.
Manrado de alĝustigo de klingo-interspaco: (hidraŭlika svingradia tondmaŝino)

Elektra alĝustigo de klingorando-senigo (hidraŭlika gilotina tondmaŝino)

Klingo-senigo de malsamaj tondiloj
La svingradia tonda maŝino estas ekipita per rapida ĝustigo-mekanismo de klinga breĉo, kiu povas ĝustigi la klingan breĉon, kiu taŭgas por tranĉi laŭ malsamaj platdikeco kaj materialoj, kaj estas ekipita per preciza parametrotabelo por referenca elekto, kaj akiras kontentigan tranĉon. kvalito per racia klingo-interspaco. Dum la ila fosto turniĝas, la tonda angulo kaj tonda breĉo de la svingradiotondiloj ŝanĝiĝos.
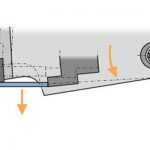
Adoptu tri-punktaj ruliloj gvidas, tra la forto al la antaŭa rulilo per la papilionaceous printempo, la tranĉa trabo tenas en kontakto strikte kun la du malantaŭaj ruliloj. Dum tranĉado, la sistemo elektre ĝustigos la tranĉilan breĉon laŭ la bezonoj de malsamaj folioj por akiri pli bonan tranĉan kvaliton.

La diferenco en la ĝustigo de klingo-interspaco
La svingradio-tondmaŝino havas la funkcion mane ĝustigi la klingan breĉon, nur turnu la tenilon. La gilotinaj tondiloj havas la funkcion elektre ĝustigi la klingo-interspacon, kiu povas esti ĝustigita pli oportune kaj precize per la sistemo, kio estas utila por akiri pli bonan tondigan kvaliton.

| Paŝoj de alĝustigo de klingoj |
| 1. Forigu la malsupran klingon kaj purigu ĝin peco post peco |
| 2. La klingo povas esti uzata sur ĉiuj kvar flankoj, kaj la elektita unu flanko estas firme instalita. Kaj kontrolu la rektecon de la klingo en la horizontalaj kaj vertikalaj direktoj. |
| 3. La supra klingo estas fiksita kaj ne povas esti ĝustigita. Ni ĝustigas la tondilon per ĝustigado de la malsupra klingo. |
| 4. Trovu la maldekstrajn kaj dekstrajn ŝraŭbojn de la malsupra klingo por pliigi la liberecon, ĝenerale ĉe la plej ekstera flanko. |
| 5. Trovu la du fiksajn ŝraŭbojn maldekstre kaj dekstre de la malsupra klingo, kiuj puŝas la malsupran klingon por malgrandigi la interspacon. Estas ŝlositaj rezerva nuksoj sur ili. Ĝenerale, interne. |
| 6. Malstreĉigu la maldekstrajn kaj dekstrajn kvar riglilojn de la malsupra klingotablo |
| 7. La supra klingo estas malaltigita al la ĝusta pozicio per mana turnado, kaj la funkciigisto iras al la malpleniga areo de la tonda maŝino por komenci ĝustigon. |
| 8. Uzu palpurilon por proksimume ĝustigi al 0,5 mm de la neokupita parto de la supra kaj malsupra klingoj de la maldekstra mano. |
| 9. Mana turnado igas la klingon movi supren al la meza pozicio kaj proksimume alĝustigi al 0,5 mm. |
| 10. Mana turnado igas la klingon movi supren al la ĝusta pozicio kie la supraj kaj malsupraj tranĉiloj ne estas malakceptitaj. La meza pozicio estas proksimume alĝustigita al 0,5 mm. |
| 11. Mane turnu la supran klingon al la ĝusta pozicio kaj komencu fajnan alĝustigon. |
| 12. Uzu la palpurilon por fajnagordi la pozicion, kie la supraj kaj malsupraj klingoj de la maldekstra mano ne mordas ĝis la tri dratoj de la palpurilo povas eniri la kvin dratojn. |
| 13. Mane turnu la klingon ĝis la meza pozicio kaj komencu fajnan alĝustigon ĝis la palpa mezurilo povas eniri tri dratojn kaj kvin dratoj ne povas eniri. |
| 14. Mane turnu la klingon ĝis la pozicio kie la supraj kaj malsupraj tranĉiloj ne estas malakceptitaj sur la dekstra flanko kaj komencu fajnan alĝustigon ĝis la palpa mezurilo povas eniri tri dratojn kaj kvin dratoj ne povas eniri. |
| 15. Kiam la tranĉrando de la tonda maŝino estas akra, se estas svingoj sur la rando de la tranĉita folio, la interspaco inter la supraj kaj malsupraj klingoj povas esti taŭge reduktita. |
Oftaj problemoj kaj ĝustigkapabloj de tranĉilo
La plej ofte trovitaj metalaj platoj estas:
1. Dikaj teleroj pli ol 13mm.
2. 0.2~4mm maldika telero.
3. Flora tabulo.
4. Alta streĉa plato (kutime uzata en aŭtomobila lado).
5. Titania plato
La plej ofta klingoproblemo estas peceto aŭ ila kavo. Responde al ĉi tiuj problemoj, ni unue devas determini la interspacon inter la supraj kaj malsupraj klingoj.
La alĝustigkapabloj de klingoj
Alĝustigante la klingon, vi devas agordi la breĉon de ĉirkaŭ 2~3mm pli dika ol la dikeco de la telero. Tio estas, kiam vi volas tranĉi 5 mm dikan teleron, vi devus komenci alĝustigi de 7 mm aŭ 8 mm, kaj malrapide alĝustigi ĝin malsupren, kiam vi eltranĉas ĝin La tranĉa surfaco de la telero montras 1/3 brilan surfacon kaj 2/ 3 mata surfaco, kiu atingas la plej bonan tranĉan efikon. La detaloj estas kiel sekvas:


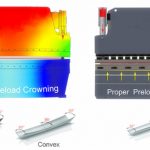
La interspaco agordo dum tranĉado de la ŝablono tabulo estas malfacila, kaj ĝi devas esti alĝustigita de la plej dika dikeco kalkulita de la plej konveksa punkto de la ŝablono tabulo, anstataŭ uzi la tabulo dikeco rekte. Ankaŭ, tranĉi la konveksan flankon de la ŝablono vizaĝo malsupren povas plilongigi la vivon de la ilo.
Krome, la materialo de la telero devas esti konsiderata, precipe dum tranĉado de neoksidebla ŝtalo. La tranĉilo devas esti akra, eluziĝo-imuna kaj malmola. Tial, la klingo de la hidraŭlika tonda maŝino devus esti diskutita. Krom la angulo de la tranĉrando kaj alia aspekto-dezajno kaj produktada precizeco, la elektita materialo estas ŝlosila faktoro influanta la kvaliton de la ilo.
Rilataj Produktoj
 La Diferenco Inter la Gilotina Tondmaŝino kaj Swing Beam Tondmaŝino
La Diferenco Inter la Gilotina Tondmaŝino kaj Swing Beam Tondmaŝino- Funkciado kaj Prizorgado de CNC-Lada Bremso
- Kiel Funkcii la Gilotina Tondan Maŝinon
- La Enkonduko de Kombinita Punĉado kaj Tondado-Maŝino
- QC12 Guillotine Shear Hidraŭlika Metala Tranĉa Maŝino
- Riparo de Oftaj Fiaskoj de Hidraŭlika Tonda Maŝino kaj Prizorgado de la Petrola Cirkvito-Sistemo
- Oftaj Faŭltoj kaj Troubleshooting Method por Kvar-kolumna Hidraŭlika Gazetaro
- Hidraŭlika Gilotina Metala Lado Plato Neoksidebla ŝtalo tondilo
- Kiel Fari Deflankiĝon de Kompenso por CNC-Lada Bender
- QC11Y Hidraŭlika Gilotina Tondmaŝino