Avantaĝo de CNC Hidraŭlika Press Bremso Maŝino

1. Facila Operacio
La CNC-prembremso estas tre facila por funkcii kaj estas malpli laborintensa maŝino. La funkciigisto povas do manipuli multajn maŝinojn samtempe. Ĉi tiuj maŝinoj povas esti simple funkciigitaj per tuŝo, sento kaj sono de la funkciigisto. Krom ĉi tio, ili estas tre afablaj kaj havas tre potencan regantan sistemon.
2. Fleksebla Programado
La fleksebla programado de la CNC-prembremso ebligas al la funkciigisto kontroli la maŝinon en simpla angla aŭ ajna alia taŭga lingvo.

La diversaj specoj de operacioj kiuj povas esti faritaj ankaŭ estas disponeblaj kiel opcioj en la menuo. Post kiam la bezonata operacio estas elektita, alia listo de demandoj aperas sur la ekrano koncerne la ciklotempojn, materialojn, premojn kaj aliajn elementojn ligitajn al la produktada procezo. Kaj post kiam la funkciigisto enigas la respondojn en la maŝinon, la valoroj estas montrataj sur la ekrano por konfirmo antaŭ ol komenci la rilatan taskon.
3. Moderna Dezajno
La CNC-prembremso enhavas modernan dezajnon, kiu ebligas al la funkciigisto facile aranĝi la sekvencon de kurbiĝoj. Ĝi ankaŭ helpas la funkciigiston rapide produkti la bezonatan produkton. Krome la funkciigisto ne plu devas taksi la bezonatan kvanton da premo por krei specifan gradon de kurbiĝo. Eĉ la aliaj faktoroj kiel longeco de flanĝo, speco de materialo, kvanto de dikeco kaj grado de kurbiĝo povas esti rekte eniritaj en la CNC-kontrolunuon. La fabrikota parto ankaŭ povas esti rigardata aŭ en la 2D aŭ 3D finita versio. Krom tio, post kiam la unua parto estas programita sur la maŝino aŭ per eksterreta komputilo, malpli sperta funkciigisto ankaŭ povas facile produkti la postajn partojn.

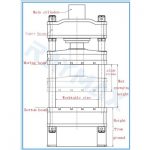
4. Estas du linearaj skaloj instalitaj sur "C" platoj ambaŭflanke.
Ni fiksas ĝin sur labortablo por forigi la efikon de deflankiĝo dum laboro. La lineara skalo inspektos la ambaŭ finpoziciojn de virŝafo (Y1, Y2) kaj sendos signalon. Post plifortigo de CNC-amplifilo, la signalo estos retransportita al komputilo. Tiam la komputilo kontrolos la volumon de oleo, kiu eniros en cilindrojn. Do la paraleleco de virŝafo kaj labortablo povus esti kontrolita sub ± 0.01mm.
5. Verstileco: Klinu ajnan dikecon kaj materialan tipon (en bremsaj fizikaj limoj), inkluzive de kompleksaj partoj kiel elektronika ĉasio/krampoj.
6. DELEM-sistemo havas aŭtomatajn testajn kaj mem-diagnozajn funkciojn. Ankaŭ, Programado inkluzivas grandecojn de plato por fleksi, dimensiojn de laborpeco kaj elektadon de iloj. Tiam CNC-sistemo povus kalkuli la fleksan forton kaj pozicion de malantaŭa mezurilo kaj virŝafo aŭtomate. Ankaŭ la virŝafo penetranta kaj premanta temporelajso povus esti kalkulita. Bonega kvalito elektro-hidraŭlika proporcia valvo povas certigi la sinkronigon de ambaŭ cilindroj kaj ankaŭ bonan kapablon trakti ekscentran ŝarĝon.

7. Malantaŭa mezurilo adoptas ruliĝantan pilkŝraŭbon kaj ruliĝantan gvidan manieron, do la ripetita poziciiga precizeco de X-akso povus atingi ± 0.1mm.Plena maŝino estas kun sekureca gardisto kaj interlocker por protekti la funkciigiston de vunditaj.
8. Ĉefaj glitantaj partoj kiel cilindroj, piŝta bastono, gvida vojo, ĉiuj estas kun eluziĝo-rezista traktado.
9. CNC-sistemo kontrolos la baton de CNC-hidraŭlika gazetaro-bremsmaŝino-virŝafo kaj malantaŭa mezurilo ĉio kun bona precizeco.
Malavantaĝo de CNC Hidraŭlika Press Bremsmaŝino
1. Materiala Uzado: Malfacilo en materialo pritrakti grandajn foliojn
2. Ilado: Malsupra kaj supra ilaro necesas
3. Flange Longo devas etendi trans ĵetkubon dum la tuta fleksa operacio, limigante la flanĝgrandecon
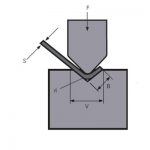
4. Risorta reen: Ĉe la fino de fleksado, printempo reen okazas pro la reakiro de elasta deformado, kiel montrite en Figuro 1. La resalto-fenomeno rekte influas la dimensian precizecon de la laborpeco kaj devas esti kontrolita. La procedaj mezuroj prenitaj ĉi-rilate estas: ① Angula kompensa metodo. Se la workpiece fleksanta angulo de 90 °, fleksante maŝino sub la fendo (V-forma) malfermo angulo povas esti elektita 78 °.

Figuro 1
La premada tempo pliigas per la korekta metodo. Faru preman korekton ĉe la fino de fleksado por plilongigi la kontaktotempon de la supra ĵetkubo, laborpeco kaj malsupra sulko de la fleksebla maŝino por pliigi la gradon de plasta deformado ĉe la fileto de la malsupra sulko, tiel ke la resalto tendenco de la fibroj. en la streĉiĝo kaj kunpremo zono estas kontraŭaj unu al la alia, tiel reduktante la reveno bombo.
Rilataj Produktoj
 La Labora Principo kaj Kunmetaĵo de CNC-Premsa Bremso-Klebla Maŝino
La Labora Principo kaj Kunmetaĵo de CNC-Premsa Bremso-Klebla Maŝino- WILA Efika Solvo de Kurbiĝantaj Mezaj kaj Dikaj Teleroj
- Kiel Elekti la Tunon de Hidraŭlika Press Bremso-Maŝino
- Supraj 10 Ĉinaj Potencaj Gazetaraj Fabrikistoj
- Kiel Elekti la Taŭgan CNCan Hidraŭlikan Press Bremsan Maŝinon
- 4 Paŝoj por Koni E21-Sistemon de CNC-Lada Bender
- Kio Estas Prembremso-Kronado
- Kiel Funkcii la Gilotina Tondan Maŝinon
- Prizorgado de Hydraulic Power Press Machine
- Sekura Operacia Reguloj de Hidraŭlika Potenca Gazetara Maŝino